Clique aqui para abrir este guia em PDF
Para tornar a galvanização viável e ter bons resultados em questão de qualidade, recomendamos que considerem os pontos abaixo. O ponto 1 é obrigatório.
Para todos os tipos de peça:
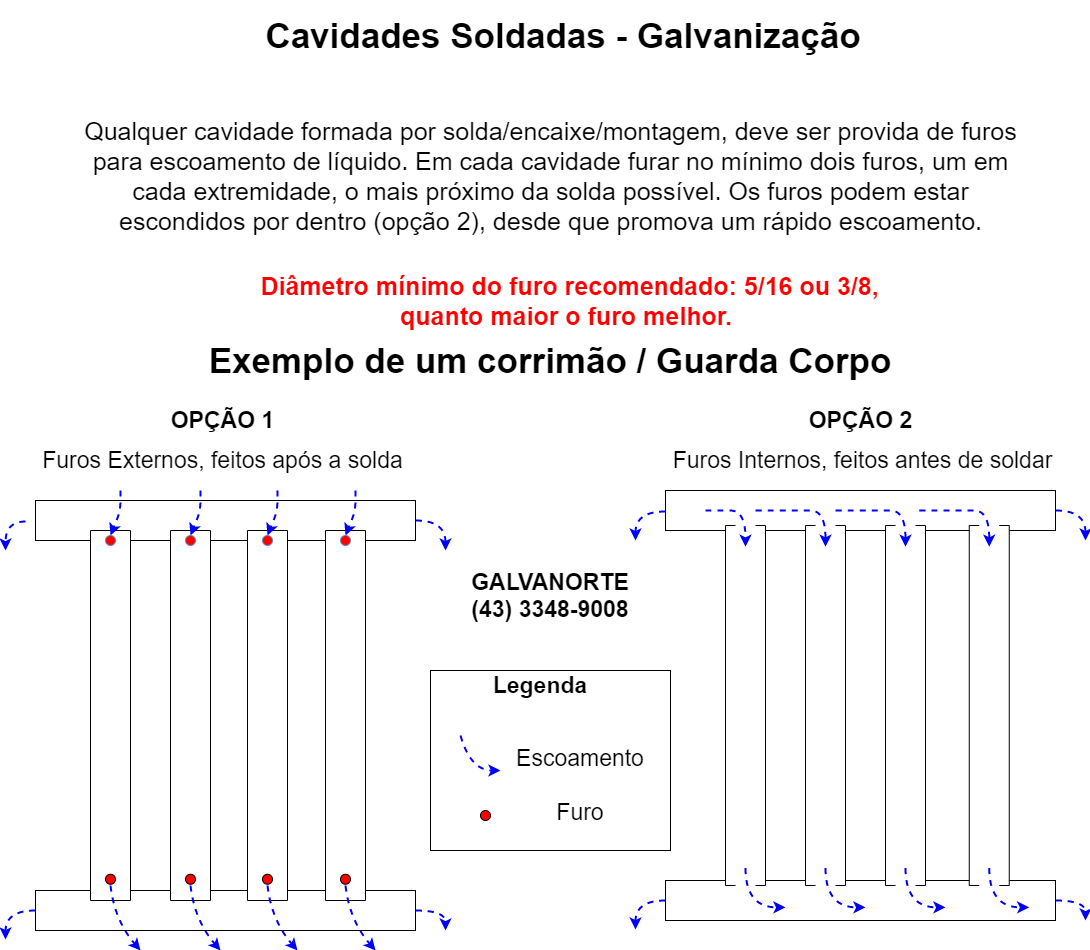
- Obrigatório: Garantir o escoamento de líquidos por dentro de todos os tubos e cavidades fechadas. Sempre um par de furos, perto de cada extremidade, maior que 1/5 do diâmetro da peça.
- Evite formatos que prendam ou arrastem líquidos ou formem bolhas de ar.
- Evite quinas e cantos fechados, sempre que possível promova um afastamento ou furo nas quinas.
- Evite furos não passantes.
- Tire as porcas dos parafusos, para garantir que a rosca seja zincada por completa.
Soldas:
- Solda elétrica (eletrodo) remova as carepas/escória, pois elas não serão removidas no processo, e elas não são zincadas.
- Solde apenas a parte da frente ou a de trás. Caso precise reforçar com solda dos dois lados, tente alternar para que não se forme cavidades de retenção de líquidos.
- Sempre que possível inclua o processo de desbaste ou escovamento da solda, removendo os resíduos de óleo queimado.
Para peças médias (Acima de 30cm)
- Toda peça precisa ter furo ou local para pendurar (mínimo 5mm de diâmetro). Em casos de arames sem furo, precisam ter a ponta dobrada.
- Em caso de tubos, metalons e barras, prefira galvanizá-los ainda com seis metros, para depois processar.
Para peças grandes (Acima de 1,5 metros)
- Peças grandes precisam dos melhores escoamentos. Estruturas feitas de vigas U ou enrijecidas, que possam represar líquidos ou formar bolhas de ar, precisam ser furadas pelo fabricante. Quanto mais furos e maiores, melhor.
- Sempre dê preferência para fabricar estruturas desmontáveis. Por exemplo em uma prateleira, trazer a estrutura toda desmontada e separadas das bandejas.